Beam problem
Problem1 Description:
A simply supported Beam of 4000 mm length as shown in fig. A point load of 500 N and UDL load of 0.4 N/mm will be applied to a solid steel beam with a rectangular cross section. The cross section of the beam is 200mm*300mm while the modulus of elasticity of the steel is 200GPa and Poisson’s ratio is 0.3. Find the maximum deflection, Shear forces, Bending moment, and Reaction forces.
 |
| problem figure |
Results:
Discipline: Structural
Analysis Type: Static
Element type: Beam, 2 node 188
Material model: Linear elastic isotropic.
Section: common section of beam – rectangular c/s, B= 200, H=300.
Key points: 4 key points are taken at x= 0, 2000, 3000, 4000. (*all dimensions are in mm)
Meshing: for all 3 elements, the number of element divisions are taken as 30.
Displacement: at key-point1 (x=0), due to hinged support constraints are chosen in translation in all directions and rotation in x and y direction. Because the beam can only rotate in z direction.
Load: at key-point 2 (x=2000), -500N point load is applied in y direction, and between key-point 1 (x=0) and key-point 3 (x=3000) UDL is taken of magnitude 0.4 N/mm.
Max deflection and Nodal displacement:
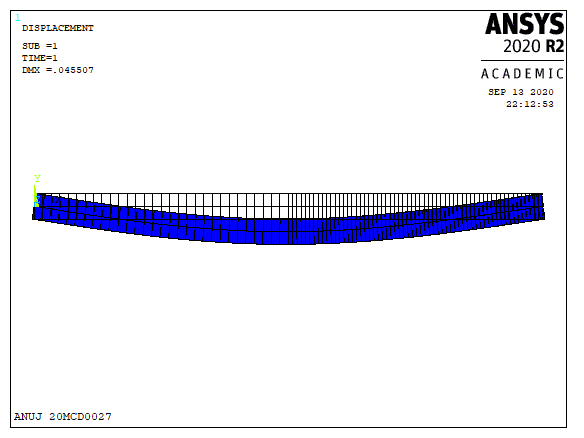

As per result, we get max displacement of 0.045507 mm. as per nodal displacement graph, displacement is max near the middle section of the beam.
Shear force:
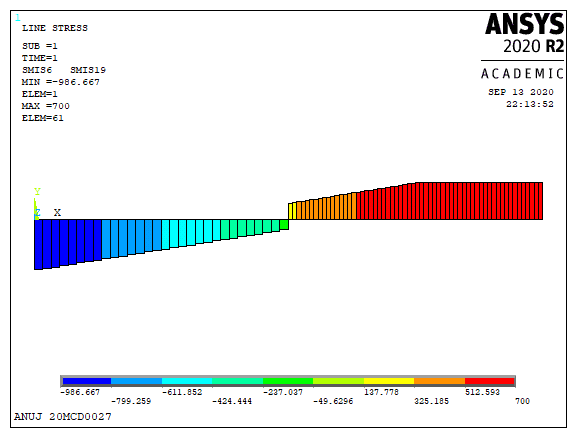
After selecting SMIS6 and SMIS19 in line element result, we get shear force result.
As per graph, we get maximum shear force of 700N (+ve y-direction) at key-point4 and minimum shear force of -986.668N (-ve y-direction) at key-point 1.
Between key-point 1 and 3, due to uniformly distributed load (0° curve), we get a line in SFD (1° curve).
At key-point 2, due to point load, SFD changes its direction.
Bending moment:

After selecting SMIS3 and SMIS16 in line element result, we get a bending force result.
In result, maximum bending force of 0.119E+07 N.mm occurs at element 31 (near to mid span) and minimum bending force of 11666.7 N.mm occurs at element 90.
Here between key-point 1 and 3, due to uniformly distributed load (0° curve) we get curvature (2° curve -parabola) in BMD and in the remaining part, the curve is line.
After performing practical, it can be observed from fig that SFD is 1° higher than load diagram and BMD is 1° higher than SFD.
Reaction forces:
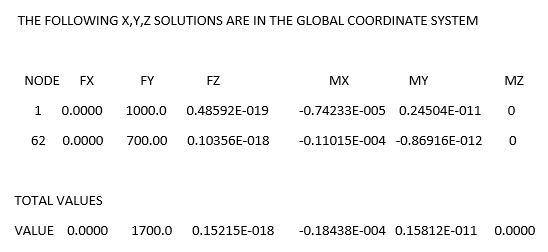
There is load in Y-direction only, hence reaction force in x and z direction are zero. In y direction,
at node 1, reaction force = 1000 N
at node 62, reaction force = 700 N, both reactions are in +ve y direction.
Due to the simply supported joint at both ends of the beam (at node 1 and node 62), there is no moment in the z-axis direction (2D case). But at node 1 and 62, in x and y direction, moments are present to restrict deformation.
Comments
Post a Comment